Pkg Solutions
Quality Glossary
Unit Load Distribution
Typical distribution environment hazards.
|
Basic Hazard |
Typical Circumstances |
|
Shock |
Drops during manual handling; package thrown, rolled, or tipped over;
mechanical shocks (chutes, conveyors, palletizers); vehicle shocks
(rail shunting, potholes, curbs). |
|
Vibration |
Roadbed patterns (rail joints, tar strips), suspension-generated
vibration, out-of-balance wheels, drive-train vibrations. |
|
Static compression |
Warehouse stacking, bracing, and other restraints. |
|
Dynamic compression |
Clamp trucks, arrests on conveyors and chutes, rail shunting. |
|
Piercing, puncturing |
Equipment misuse, projections, hooks, shifting cargo, damaged pallets. |
|
Racking, deformation |
Uneven support, uneven lifting. |
|
Elevated temperature |
High ambient temperatures, direct sun exposure, proximity to boilers. |
|
Reduced temperature |
Cold climate, unheated transport vehicles. |
|
Low pressure |
Unpressurised aircraft holds, high elevations |
|
Light |
Direct exposure to sunlight. |
|
Moisture, water |
High ambient humidity, rain on unprotected cargo, condensation,
bilgewater and seawater. |
|
Biological hazards |
Micro-organisms, fungi, mould, insects, rodents. |
|
Time |
Long storage. |
|
Contamination |
Dust, dirt, rust, adjacent product leakage, other external materials,
malicious tampering. |
|
Pilfering |
Can occur at any stage. |
By far the greatest damage is caused by the "physical'
events: damage during warehousing, transport, and handling and damage
caused by compression, shock, and vibration.
In order to protect against the dangers listed in Table
above, their nature and magnitude must be thoroughly understood. It is
not possible to exactly identify the, hazards encountered for any particular
journey; however, statistical descriptions of what typically happens are
available.
Tracking Distribution
Losses
Insurance Companies estimate that 75% of international
cargo losses are preventable, much of them through better packaging systems.
In less-developed countries, food loss between producer and consumer can
be as high as 45 %; unfortunately, in some instances this represents the
difference between self-sufficiency and starvation.
It is vital to the development of good distribution
packaging that the cause and nature of any loss be examined and understood.
It is not enough to say, "the cases fell over." The exact events
leading up to the loss must be analyzed, and the loss quantified. It is
only through careful attention to detail that the basis for new packaging
systems, or work toward reducing losses with existing systems, can be
logically approached. Detailed data on losses can also reveal over- or
underpackaging.
The impact of distribution loss and damage is frequently
underestimated, the costs of reacting to damage being typically five times
the cost of cargo replacement.
Consider the impact of a loss on net profit. After all
the materials, salaries, and overheads have been paid, any product loss
is subtracted from net profit. How much more product is going to have
to be sold to make up this profit loss? If net profit is 5%, a claim for
£500 means that an additional £10,000 in sales will have to be generated
to restore the profit.
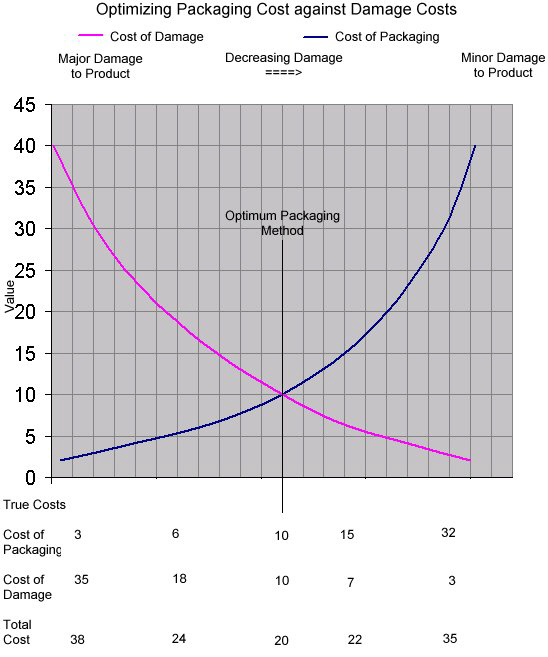
Since money is invested in distribution packaging in
order to avoid loss, it is logical that product loss due to inadequate
packaging should be accounted as a packaging cost. Generally, increasing
packaging will reduce damage. However, there is an optimum balance between
packaging costs and damage losses. To find the minimum system cost, the
total distribution cost, including packaging cost and damage cost, must
be established. The relationship of total cost helps to determine the
optimum investment in distribution packaging. Keeping packaging costs
down can be false economy if the result is a high damage rate.
The total cost can be the same for over or underpackaging.
In one instance the principal expense is packaging cost; in the other
it is the cost of product loss. Increasing packaging will reduce damage
rates until at some point the additional packaging costs are greater than
the damage being prevented. The addition of fur then packaging would be
overpackaging. Some overpackaging can be justified if it provides additional
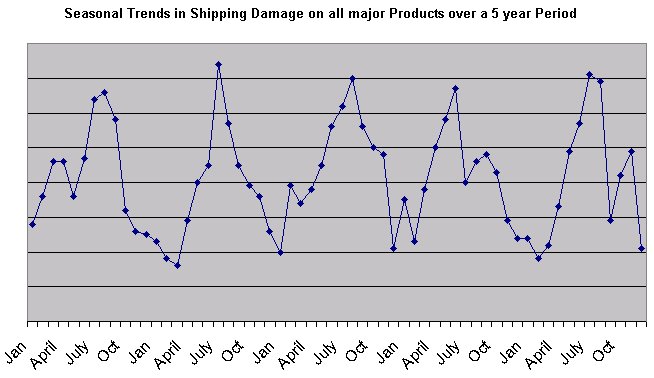
value such as goodwill or an impression of high quality. One International
Safe Transit Association study in the U.S.A. determined that product losses
were higher in summer than in winter. The difference is attributed
mostly to higher humidity.
The extent to which inadequate packaging contributes
to losses can be debated. The Table would certainly indicate that significant
damage is caused by faulty transport equipment and improper handling and
loading procedures. On the other hand, it must also be accepted that this
is the real world and that packs must survive this test. Damaged product
has your name on it. That the fault can be put on someone else is minimal
consolation.
THE WAREHOUSE
The distribution warehouse is a central collecting point.
Finished goods are for warded to and held at the warehouse until selected
and assembled into a customer order. The warehouse environment is not
well understood by many carriers. A typical dry groceries warehouse may
contain twenty thousand individual stock items. A hardware chain warehouse
holds upwards of forty thousand stock items. Product arrives at the central
warehouse in bulk or unitized, is broken down or reunitized according
to the warehouse's needs, and then is arranged for stock-picking. Stock-picking
is the process of selecting individual items to fill an order for a particular
store or destination. Central warehouses serve large
customer areas; in some instances one or two warehouses
may essentially serve the entire country. Certain major retailers have
taken this a step further and reduced or almost eliminated stockroom space
at the rear of the store. Deliveries 4 are made up to three times a day
from a warehouse that serves up to 25 stores depending on the geographical
concentration of outlets and their relative sizes. In some cases the warehouses,
which are sometimes known as regional distribution centers (RDCs), are
owned and staffed by the retailer, but there is an increasing trend for
these to be sub-contracted.
Product may be routed through more than one warehouse.
For example, an export product may be moved from a local warehouse to
dockside storage, to the cargo ship, and back to a receiving warehouse.
A product must fit the warehouse's material handling system. This often
means palletizing loose loads or repalletizing loads from nonstandard
pallets. Depending on the operation, anywhere from 33 to 70% of product
received at a warehouse must be handled manually before an order is placed
in stock. Manual handling, in addition to being costly, is also a primary
source of damage from dropping and personnel injury.
Warehouse damage rate by cause per 100,000 containers.
(Source: U.S. Department of Agriculture.)
|
Cause
|
Number
|
|
Hitting bars at back of racks
|
24.5
|
|
Cases dropped in aisles
|
16.1
|
|
Protruding nails in pallets
|
15.8
|
|
Fork tine damage
|
14.4
|
|
Unidentified storage damage
|
14.4
|
|
Pallet edges
|
13.0
|
|
Damaged while filling racks |
12.8
|
|
Damaged while removing from second-level location
|
8.6
|
|
Hitting merchandise on pallet below
|
7.8
|
|
Ramming by hand truck
|
5.1
|
|
Crushed during stacking |
5.0
|
|
Leaning stacks
|
4.8
|
|
Corner cases hit by truck or tractor
|
4.6
|
|
53 other identified causes
|
39.0
|
|
Total cases damaged in warehousing per 100,000
|
185.9
|
In the picking aisles, stock must be clearly identifiable
from every side. Multicolor graphic displays serve only to obscure
vital information from the picker. A box labeled "Golden Triangle
Farms" does not inform the stock-picker of the contents. Containers
should be strong enough to be dragged off the pallet by one end, and stiff
enough that they don't distort and release their contents when handled
in less than ideal fashion. Glue flaps must have enough adhesive to resist
abusive handling.
An assembled order may contain many differently-sized
and packaged items. These are assembled on a mixed pallet for transport
to the retail outlet or may be packed into an outer. Containers must be
easily handled by the picker and should be readily packed onto a mixed-order
pallet. Container orientation on mixed-load pallets will tend to be on
a "best fit' basis, regardless of "this side up" and "do
not stack" labels. It may be possible to pack a trapezoidal container
efficiently on your pallet, but odd shapes do not pack well in a mixed-product
pallet load. Use boxes with a rectangular cross section wherever possible.
Storing Palletized Loads
There is not always a need to invest in special racking
for pallet storage. They can often be stored economically on the warehouse
floor if quantities are moderate, throughput rapid and if adequate space
is available. The versatility of floor storage can be demonstrated in
the following ways:
Block Stacking
Flat topped loads are stacked on flat bottomed pallets,
these can then be stacked directly on top of one another. The block stack
makes good use of the area available, has low equipment costs and allows
for rapid throughput. However, the height of the stack (and therefore
the use of available headroom) is limited by the weight and stacking strength
of the palletized load and only the pallets at the top of the stacks are
immediately accessible. Stack height is also dependent on load stability,
and it is sometimes necessary to use load spreader boards to prevent damage
to the individual packs on the top layer of each pallet.
Pallet Converters
Pallet converters are supports fitted around the corners
of the pallet loads enabling them to be stacked without the goods bearing
the load. This method is clearly more suitable where crushable or less
stable loads are involved. Order picking from any pallet is possible (where
aisle access is available), but individual pallet movement is not.
Post Pallets
These stack on top of each other securely without transferring
any of the load to the goods. Box and cage versions can give easy storage
and movement of small loose items, irregular shapes and unstable loads.
Order picking is again possible, where aisle access is provided, but as
with pallet converters, individual pallet movement is restricted. This
method is clearly more expensive than block stacking.
Overhead Storage Areas
These are often built of structural steel, and operate
as mezzanines. The increased use of available headroom at relatively low
cost is an obvious advantage. Pallet handling on the overhead area is
limited to hand trucks or overhead travelling cranes and there may be
restrictions placed on the design of such storage areas by some local
authorities and insurance companies.
Pallet Racking
Apart from block stacking, pallet racking is the simplest
system of pallet storage in terms of equipment, and the most economical
in capital costs. The load supporting beams can be easily moved to different
levels to accommodate new load sizes, and installation or dismantling
is rapidly achieved. Throughput and handling are relatively rapid, and
goods are protected from compression and other damage - the racking, rather
than the goods being stored, providing the strength and stability.
Adjustable racking can make good use of the available
headroom in the warehouse, limited only by the handling equipment and
roof height. When adjustable pallet racking is built to heights above
8 meters, special high reach handling equipment is required, and this
in turn may require carefully engineered floors. The storage density (pallets
per given area of warehouse floor) is less than with other systems because
of the amount of gangway space needed for trucks to maneuver.
A development of standard racking allows for double-deep
pallet stacking, where one pallet stands behind another in the rack. The
clear advantage is that more economical use is made of the floor area
available, but access to the rear pallet in each rack can only be achieved
by removing the load nearest the aisle. It may also be necessary to use
specialized long-reach trucks.
Narrow aisle racking has come to mean more than simply
racking with narrow gangways. It describes a number of methods of providing
high density storage while still allowing access to individual pallets.
The aisles are only marginally wider than the handling equipment. If trucks
are used, they move on fixed paths within guide rails, and do not turn
in the gangways. They are designed to pick up or set down on the rack
on either side as required. Installations served by stacker cranes often
use computer control and automatic location systems.
The principal advantage of narrow aisle racking is the
combination of relatively high density with 100% individual selectivity.
Throughput speeds can be more rapid than with conventional trucks and
layouts. Narrow aisle trucks can operate at greater heights than conventional
trucks - up to 12 meters. Stacker cranes can go higher still.
Drive-in and Drive-through
Racking
This consists of a continuous block of racking not divided
by aisles. Reach or counter balance trucks can drive right into the center
of the block between any uprights on the front face to deposit or pick
up pallets. This is possible because there are no cross beams to block
entry. Instead the pallets are supported on the front-to-back edges by
continuous cantilevered rails on the uprights at each pallet level.
High density storage is possible using this system.
Compared with conventional pallet racking, drive-in/drive-through racking
can store a given number of pallets in about half the normal space or
can roughly double the storage capacity of a given area. Heights of up
to 10 meters are possible, and there is no crushing of goods. Capital
costs are relatively low compared with other high density systems, and
standard trucks can normally be used.
It is not possible to select every pallet without moving
others. With a drive-in layout stock is only accessible on a last-in,
first-out basis.
Powered Mobile Racking
This is a system where the mobile pallet racks are individually
power driven and run on p n laid steel rails. With this system it is possible
to serve six, eight, ten or more racks, the racks being moved to open
up an aisle where required. Control is by push-button, located at the
rack ends or at a central console. The electric motors move the racks
smoothly, taking about 30 seconds for a gangway to open.
Great space savings are possible. With 80% or more of
the floorspace being used for storage it is often possible to double the
storage capacity or halve storage space. Direct access is available to
every pallet load. Racks can be up to 10 meters high and of almost unlimited
length.
Pallet Live Storage
Pallet live storage consists of a number of gravity
conveyor lines ranged side by side and one above the other. Pallets are
loaded at the upper end of the slope and travel through the block on guide
wheels. They queue up in order at the lower end of the lanes. This lower
end constitutes the picking face of the block. When a pallet is the remaining
pallets in the lane move forward bringing the next in line to the picking
face. The speed of movement is controlled by a braking mechanism.
Pallet live storage combines excellent space utilization
with automatic stock rotation within each lane - pallets come out of each
lane in the same sequence as they went in. This system is suitable where
large stocks of the same products require storage over short periods.
Generally a standard counter balance truck is satisfactory - for loading
and unloading.
High Bay storage
High bay storage with automatic placement and
retrieval systems is used where space is at a premium and a large volume
of stock is being handled. High bay installations invariably purpose-designed
and can be costly, although the objective is to off-set the high initial
costs by low running costs.
UNIT LOADS
Pallets
It is simpler to move one 1,000-kilogram load than
it is to move a thousand 1-kilogram loads are most commonly unitized
on pallets, a platform that can be picked up by the tines of a
forklift truck. Another technique uses slip sheets, tough fiber board
or plastic sheets on which the load is stacked. The truck used with
slip sheets has a clamp mechanism that grasps a protruding edge of the
sheet and pulls the sheet and load onto a platform attached to the truck.
A third method of handling a large group of assembled objects is with
a clamp truck, a mechanism that picks up loads by exerting pressure from
two sides.
Each method has its advantages and disadvantages. Slip
sheets are economical, take up little space, and are light. However, the
equipment is not universally
available, is more expensive, and is slower to operate.
Pallets are universally adaptable to a variety of handling situations
and locations. However, pallets are costly, take up space, and can be
difficult to dispose of. Clamp trucks use no added materials, but the
geometry and character of the load must be such that it can be squeezed
between the truck's clamps, without being damaged.
Most pallets are currently made of wood, and choice
of wood species has a great impact on cost and durability. The denser
and stiffer the wood, the greater the pallet's durability and usually
the greater its cost. Other materials used for pallet construction are:
Fiberboard, which is used for low-cost, low-strength
end uses, where a cheap, disposable and lightweight pallet is sufficient
to meet requirements. They can be made by suction molding, or by assembling
the various components using high performance adhesives.
Metal, used for long-life pallets, generally within
a controlled area of a factory, e.g. handling fresh meat, where they can
be readily cleaned and sterilized if required. Usually fabricated from
sheet materials.
Plastic, again, used for long-life pallets, especially
in a controlled area where the use of wood is considered an unacceptable
contamination risk. Developments in manufacturing techniques and the use
of recycled materials, have made plastic pallets more affordable than
was previously the case. They can be injection and/or compression molded,
may be reinforced with metal rods or can be fabricated from plastic components
in the same way as wooden pallets. The development of plastic pallets
is a subject worthy of interest, especially for the food and pharmaceutical
industries.
There are many possible pallet sizes and designs; however,
for the sake of standardized distribution, certain sizes and designs
predominate. In the UK the majority of pallets used in the food industry
conform to the ISO standard of 1000 x 1200 mm. While in continental Europe
the ISO standard 800 x 1200 mm dominates. Many industrial packaging applications
use non-standard pallet sizes, usually sized to the product, and/or
intended for block stacking rather than racked storage in warehouses.
Pallet styles
There are several different pallet styles, the most
common being shown in the illustraion below. Pallets can be two-way entry,
which means they can be lifted from two opposite sides, the remaining
two sides being closed by solid bearers. This gives a strong pallet of
simple construction, which is relatively economical to produce, although
the solid bearers restrict fork lift truck access, which may be unacceptable
in some warehouses and in vehicle loading. (A variation of this style,
commonly used in America, has notched bearers through which fork lift
tine access can be gained).
Four-way entry pallets have corner blocks instead of
solid bearers, allowing access by fork lift tines from all four sides.
There are usually nine blocks in total: one at each corner, one at the
mid-point of each side and one in the center. The loss of strength in
moving from solid bearers to blocks is compensated for by the use of stringers
(boards bridging the tops of the blocks in three rows, to which the top
deck boards are attached) and base deck boards which bridge the blocks
at the bottom. The number of components, complexity of manufacture and
grade of timber required to maintain strength, results in a more expensive
pallet than the two-way entry, although versatility can outweigh the increased
purchase price.
Reversible pallets have a base or bottom deck which
is the same as the top deck, giving even distribution of load when filled
pallets are block stacked, particularly if the product is of an uneven
density e.g. sacks, drums. However, these pallets cannot be moved using
hand pallet trucks, for which a non-reversible construction is
required.
Pallets can be close boarded, where the top deck boards
are butted together with no gaps between them. This gives even load distribution
and minimum product damage, but obviously uses more timber than open-boarded
pallets and hence means more cost. The standard gap for open-boarded pallets
is approx. 60MM, which may be unacceptable for small items. Top boards
for both constructions can be planed for a smoother surface finish and
to minimize product damage and contamination. Top boards for open-boarded
pallets can be edge-chamfered for additional product protection.
Four-way entry pallets commonly have two extra base
boards bridging the corner-blocks, producing what is known as a full perimeter
base. This allows easier movement on roller conveyors. The base boards
can be stop chamfered for easy access using pallet trucks. A further variation
is the cruciform base, which increases pallet strength and provides more
even weight distribution when loaded pallets are block-stacked. Winged
pallets can be two- or four-way entry. Bearers or blocks are fixed inside
the top/bottom deck boards, leaving protruding ends for use with slings.
This construction also reduces the span of the unsupported top
deck, increasing the load carrying capacity.
Pallet Stacking Patterns
In addition to providing a platform on which to assemble
and move a collection of products, a pallet also acts as a buffer against
the handling environment. It is not uncommon for a forklift driver, who
cannot see his exact placement position, to stop when he hits something.
Automatic handling systems may operate in the same way. The way in which
pallets are stacked with products is crucial to the damage level which
may be incurred. Excessive overhang, for instance, means the product is
exposed to damage whenever the palletized load is moved (as well as during
static storage).
Unit Load Efficiency
Warehouse floor space is rented by area, and the more
product that can be put into that area the better. Trucks loaded with
light product should have the available volume completely filled to carry
the maximum amount of product per trip. Area and cube utilization should
be every packer's concern.
Optimum area and cube utilization begins with the design
of the primary pack. Primary dimensions should be considered in terms
of possible packing orientations in the shipping container, impact on
corrugated board usage in the shipping container, and palletization pattern
and space utilization.
Traditionally, the problem was solved through intuition,
experience, and a few nominal calculations. However, small cartons, packed
24 to a case, may have over a thousand possible orientation and palletization
solutions. Computer programs calculate all the implications of size decisions
in minutes. Typical input data required is:
- Data pertaining to the primary container
- Allowed primary design changes, if required
- Data pertaining to the proposed shipping case
- Data pertaining to palleting requirements
Typical output data for such a program might provide
the following information:
- Optimum dimensions for the primary container
- Optimum packing orientations for selected primary containers
- Inside and outside case dimensions for each selected case type
- Number of units per pallet for each primary case option
- Area and cube utilization for each primary case option
- Recommended pallet patterns, including "walk-around" views
- Dimensional details of the pallet pattern
- Material areas used in primary, divider, and case construction
Distribution efficiencies of motor oils.
|
Bottle Type
|
Case Blank Area (sq. meters.)
|
Case Cost
|
Bottles per Pallet
|
Bottle Weight (grams)
|
|
A
|
0.59
|
.56
|
576
|
69
|
|
B
|
0.66
|
.62
|
576
|
65
|
|
C
|
0.65
|
.61
|
480
|
61
|
|
D
|
0.64
|
.58
|
600
|
64
|
|
E
|
0.69
|
.65
|
576
|
63
|
|
F
|
0.78
|
.74
|
384
|
56
|
|
F (MOD)
|
0.69
|
.65
|
432
|
56
|
|
G
|
0.54
|
.52
|
947
|
60
|
|
H
|
0.70
|
.67
|
432
|
73
|
- Relative cost factors for each construction
- Relative compression values for corrugated board constructions
- Proposed maximum warehouse stacking heights
The impact of cube and area utilization can be critical.
Table 17.3 compares 8 competitive oil bottles packed 12 to a case. F(mod)
is the theoretical outcome of changing one bottle dimension by 3 millimeters.
It is obvious that some bottles are more competitive than others.
Figures such as 80% area utilization are difficult to
visualize in concrete terms. Consider a product palletized in such a manner
that 50 millimeters of space exists on all sides. This amounts to a pallet
utilization of 82.5%. When compared on a large scale to a fully utilized
(100%) pallet,
- 1, 175 pallets are needed instead of 1,000
- Stretch-wrapping is needed for 175 extra pallets
- Forklift trucks operate 17.5% longer
- 175 more places are needed in the warehouse
- The additional pallets may make up to 8 additional vehicle loads
A thorough system analysis (including losses) can lead
to substantial savings. A major business equipment manufacturer found
that it had poor shipping experience because of the hundreds of different
pack sizes in the product line. The company designed a modular system,
and all products were designed to fit one of 17 standard case sizes. Besides
significant inventory reduction, the company gained substantial transport
savings, since larger, more stable pallet loads could be built with the
modular system. More-secure pallet loads resulted in further savings through
reduced product damage.
Stabilizing Palletised Loads
Palletized loads need to be stable enough during all
stages of handling and shipping, to retain load geometry and avoid product
loss/damage. Careful choice and specification of secondary packaging materials
with a sufficiently high coefficient of friction to avoid pack-to-pack
slippage, should be the first option, as this avoids the use - and therefore
the cost and disposal - of further materials. This is not always feasible,
however, and additional pallet stabilizing methods may be required.
Shrink-wrap, in the form of a shroud or hood of oriented
plastic film, usually polyethylene, is one option. The shroud is placed
over the loaded pallet and heat applied. This causes the molecules in
the film to shrink back to their original unoriented state, and the film
tries to shrink to its original dimensions, thus forming a tight closure
around the pallet. The gauge of pallet shrink-wrap films is usually in
the range of 100 - 200 microns, the heavier gauges being used to support
heavier, less stable loads. The advantages of shrink-wrapped loads is
that the product can clearly be seen through the film and they are protected
against rainwater. Installation and running costs may be high, however.
Stretchwrap, which uses very thin plastic film, tightly
wrapped around the palletized load, is probably more common. The film
is usually linear low density polyethylene or mixtures of low density
polyethylene and ethylene vinyl acetate, the later migrating to the surface
after extrusion, to provide the "cling" needed in this application.
Such films can also be produced by coextrusion. Gauges of 17 to 25 microns
are typical. Stretchwrap can be applied by hand, for securing mixed loads,
for example, but to be really effective it must be applied using automatic
equipment, where the film can be pre-stretched to give up to 300% stretch
on application and a very tight wrap. This method is usually more cost
effective and provides greater stability, than shrink-wrapping, although
the product visibility and water protection are inferior. Stretch-hooding
is another, more recent method of providing load stability, combining
some of the advantages of both shrink- and stretchwrapping.
Adhesives (usually hot-melts) can be used to bond packs
together. The adhesive is applied in a number of predetermined spots,
preferably using an automatic application system. Adhesives are formulated
to provide good pack-to-pack bonds in the horizontal direction (to prevent
packs from sliding over one another) and poor bonds in the vertical direction,
so the packs can be readily lifted off the palletized load without damaging
the packaging.
Table 17.4
Typical properties: (13mrn wide x 0.5mm thick).
|
|
Tensile Strength MPa
|
Break Strength kN
|
Elongation at break %
|
Retained Tension %
|
|
Polypropylene
|
345-415
|
1.4-2.7
|
15-20
|
23-29
|
|
Polyester
|
415-550
|
2.7-3.6
|
9-14
|
65-75
|
|
Nylon
|
435
|
2.8
|
15-18
|
71
|
A variety of other systems can be used, such as heavy
elasticized bands or nets, but the only other main category is the use
of tensional strapping, which can be metal or plastics. This is a relatively
easy method of securing palletized loads, requiring little in the way
of equipment, other than a tensioning and crimping tool. Care must be
taken to pass the strapping through and not under the pallet, thus not
impeding the entrance of forklift tines or damaging the strapping.
The important properties of a strapping material are
its tensile strength, break strength and elongation at break. Retained
tension is important for plastic materials, which gradually lose their
tension over a period of time when kept under stress. The most commonly
used and the cheapest strapping material is polypropylene, at 13mrn wide
x 0.5mrn thick. Other materials used, offering higher tensile strength
and improved retained tension are polyester and nylon, both being more
expensive than polypropylene. Typical properties are shown in Table 17.4.
Steel strapping is still used, predominantly in the
shipping of heavy equipment, owing to its exceptionally high tensile strength
and the fact that it does not lose tension in the same way as plastic
materials. It is available in widths from 9 to 50mm, and tensile strength
500 to 1000 MPa.
Some precautions which must be taken when using all
strapping materials are:
- It may
be necessary to protect the product using corner pieces/edge protectors,
to avoid crushing.
- When
cut, strapping can spring out and cause personnel damage.
- Used
strapping must be disposed of in a responsible manner. ( In Germany, plastic
strapping must be color coded to allow for easy identification: PP - black,
PET -green, PA - blue).
Caps and trays made of fiberboard or corrugated board
are used to provide shape to unstable loads, to provide bottom protection
against rough pallet surfaces, and, when used on top of a load, to increase
the platform quality for the next pallet. Interleaving sheets may improve
available compression strength and increase stability by distributing
weight and encouraging layers to act as a unit.
Whichever method is used to stabilize palletized loads,
it should be remembered that the pallet wrapping/strapping may be removed
at a point of receipt into a warehouse, and the pallet then moved to its
final storage location. Thus, even without additional stabilizing materials,
palletized loads must be reasonably stable, for instance, they should
withstand being tilted through 5'. (See above).
Bagged Product
Special consideration should be given to products packed
in bags and sacks, which are more frequently damaged than other pack types.
Some recommended ways to avoid damage are:
- Place
a layer sheet between the pallet and the first bag layer.
- If the
pallet will be double-stacked, use a cap or another layer sheet.
- Use
bag material having a slip angle of at least 30 degrees, or a coefficient
of friction greater than 0.45.
- Stabilize
bag pallet loads, preferably with stretch-wrap.
- Use
square-ended (block-bottomed) bag designs; they give more stable configurations.
Shrink-wrapped Trays
Shrink-wrapped trays are an alternative to corrugated
cases for distribution. The following considerations apply to this type
of packaging:
- Choose
shrink-wrap that retains tension up to 65'C.
- Place
seams at the sides or top to avoid fouling in conveyor systems.
- Use
nesting designs or tray covers if primary containers are irregular to
make them stackable.
- If there
is more than one layer of product in the pack, use a separate tray for
each layer.
- Use
low-slip grades of shrinkfilm
EVALUATING DISTRIBUTION PACKAGING
Preshipment Testing
Knowledgeable Packaging Technologists have recognized
for some time that preshipment testing can reveal inadequate product design
or packaging long before it starts costing money through damages and customer
dissatisfaction. Many procedures and devices have been developed for use
in evaluating distribution packaging. Some of these are material tests
(such as the Mullen burst test), but the technologist usually wishes to
evaluate not a single material property, but the suitability of a system.
First, the product itself should be studied to ensure
that it has no inherent design faults that will make distribution difficult.
These should be remedied before packaging is considered. Once the product
is as durable as is practically the testing should begin.